









ANDRE to producent profesjonalnych narzędzi ściernych
ANDRE - know-how i doświadczenie
ANDRE to polska firma rodzinna, która projektuje, produkuje i dostarcza szeroki asortyment narzędzi ściernych ze spoiwem żywicznym i ceramicznym do obróbki zgrubnej i precyzyjnej wielu rodzajów materiałów. Są to zarówno typowe narzędzia ścierne, jak również produkty pod indywidualne zamówienia kontrahentów.
Przykładowe rozwiązania dla wybranych branż






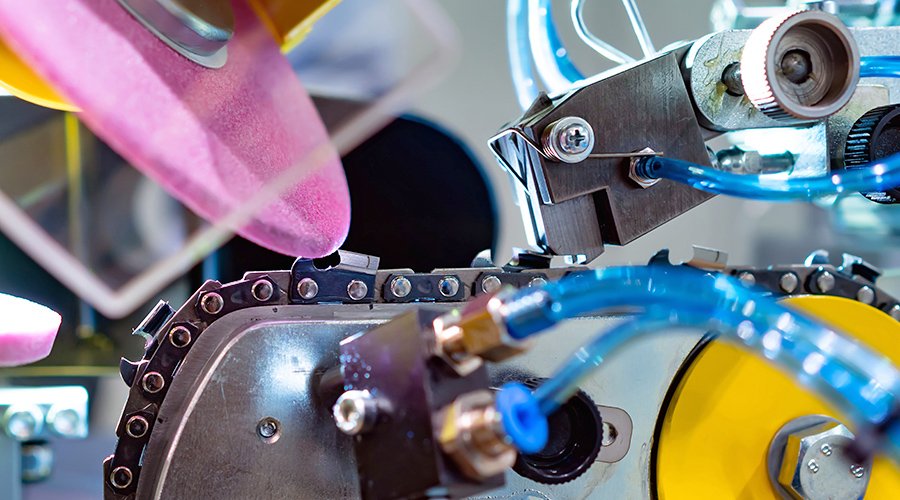
Narzędzia ścierne dla wielu różnych branż
Szeroki wybór produktów dla profesjonalistów
Od wielu lat jesteśmy wiodącym producentem i dystrybutorem działającym w branży łożyskowej, motoryzacyjnej, narzędziowej, przemyśle drzewnym, spożywczym, medycznym czy tytoniowym. Jako producent dostarczamy wysokiej jakości narzędzia ścierne. Oferujemy szeroki wybór produktów, które spełniają najwyższe standardy profesjonalistów z najróżniejszych branż i sektorów przemysłu.


Poznaj nasz asortyment narzędzi ściernych
Prezentowany przez nas asortyment obejmuje niezwykle wszechstronne narzędzia do obróbki ściernej wykorzystywane do różnorodnych zastosowań. Bez względu na to, czy pracujesz w przemyśle motoryzacyjnym, stolarskim czy obróbki zgrubnej stali — każde oferowane przez nas narzędzie ścierne gwarantuje nie tylko niezawodność, ale także precyzję, której oczekujesz w swojej pracy. Z myślą o efektywności i trwałości zadbaliśmy o solidną konstrukcję narzędzi, dzięki czemu są one idealnym partnerem w codziennych zadaniach.
Najwyższa jakość i dbałość o szczegóły
Jako producent narzędzi ściernych z pasją do innowacji stale rozwijamy naszą ofertę, aby sprostać dynamicznym potrzebom rynku. Dzięki zaawansowanym technologiom i stosowaniu wysokiej jakości surowców nasze produkty zapewniają nie tylko efektywność, ale również precyzję, która jest kluczowa w profesjonalnych zastosowaniach.

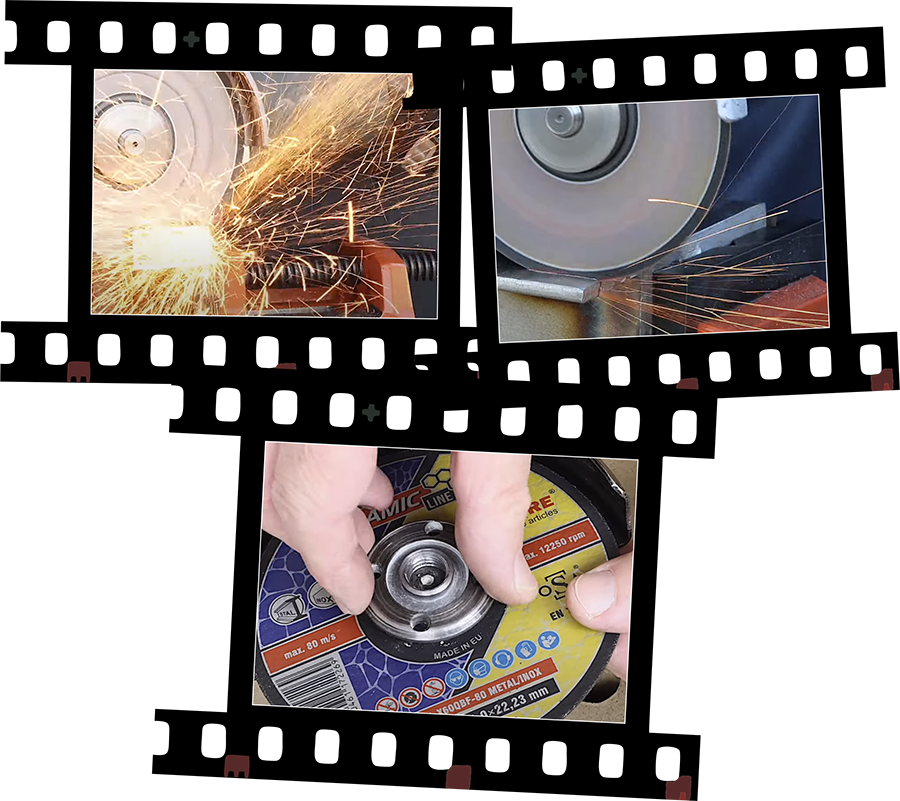
Narzędzia do obróbki zgrubnej stali
W naszym asortymencie znajdziesz również wysokiej jakości narzędzia do obróbki zgrubnej stali. Są one
zoptymalizowane pod kątem szybkiego i skutecznego usuwania materiału, co sprawia, że sprawdzają się idealnie do wielu zastosowań. Jako doświadczony producent dystrybuujemy narzędzia do obróbki zgrubnej stali, które pozwolą Ci osiągnąć pożądane efekty w krótkim czasie.
Dlaczego my?
01
Jakość premium
Nasze akcesoria i materiały wytwarzane są zgodnie z najwyższymi standardami jakości, co
gwarantuje niezawodność i trwałość.
02
Innowacyjne technologie
Jako producent jesteśmy w ciągłym ruchu, wprowadzając nowoczesne technologie, które
zwiększają efektywność procesów obróbki zgrubnej stali i nie tylko.
03
Elastyczność i profesjonalne doradztwo
Nasz zespół obsługi klienta z przyjemnością pomoże Ci w doborze odpowiednich narzędzi do Twoich indywidualnych potrzeb.
04
Szeroki asortyment
Oferujemy kompleksową gamę narzędzi obejmującą różnorodne typy, rozmiary i ziarnistości,
dostosowane do różnych zastosowań.
01
Wieloletnie doświadczenie
Z naszym doświadczeniem możesz mieć pewność, że wybierasz narzędzia od renomowanego producenta z solidnymi referencjami.
Zaufaj doświadczeniu i profesjonalizmowi
Narzędzia, które sprawdzają się w praktyce
Zainwestuj w profesjonalne narzędzia i doświadcz różnicy w jakości i efektywności. Niezależnie od tego, czy jesteś specjalistą w obróbce zgrubnej stali, czy stolarstwie, znajdziesz u nas narzędzia, które spełnią Twoje oczekiwania. Jako producent narzędzi ściernych jesteśmy gotowi sprostać nawet najbardziej wymagającym wyzwaniom!
Odwiedź naszą stronę internetową już dziś i odkryj pełną ofertę wyrobów ściernych do obróbki zgrubnej i wykańczającej wielu różnych materiałów.

0
pracowników
0
lat na rynku
0
stałych Klientów
0
państwa w eksporcie
0
produktów w ofercie
0
indywidualne produkty
0
produktów w magazynie
0
produktów w 24h



